| Stud Welding is an arc welding process in which a stud or similar metal part can be end-joined to a workpiece instantaneously. This stud welding process involves the same basic principles and metallurgical aspects as any other arc welding procedure. | |
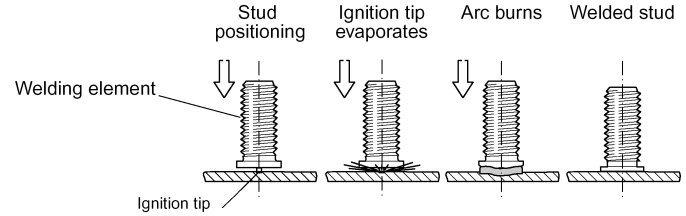
| The process is as follows. The stud is placed (with a hand tool called the Weld Gun) against the base metal, through the control of the stud welding equipment and the design of the stud; an arc is drawn which melts the base of the stud and a proportionate area of the base metal, the stud is then forced into the molten pool and held in place until the metals re-solidify. This high quality fusion weld is completed in milliseconds. There are two methods for accomplishing this stud welding pro6ess. | |
| The two stud welding methods are called Capacitor Discharge (usually "CD" for brevity) and ARC. The difference between these two methods involves the Power Source used to provide the welding current. Also, the design and application sequence of the stud vary slightly. | |
| The equipment required to stud weld is composed of the following: a direct current Power Supply, a Controller, a Weld Gun, and Cables to tie the system components and base metal together. In most systems the power supply and controller are combined as one component called the "Welder." | |
How Does CD Differ from Arc Welding?The CD stud welding process produces weld power through a rapid discharge of stored energy from a bank of capacitors. This stored energy is usually derived from a standard 230 volt AC source. CD stud welding, as a general rule, is used for studs 8 mm and less in diameter, for thin base metals, or where dissimilar metals are to be joined.
|
|
| The ARC stud welding process produces weld power through one of three standard DC welding power sources. These are Transformer-Rectifier type, Motor/Engine-Generator type, or Storage Battery type. A ceramic ferrule is required in ARC stud welding to maintain the proper atmosphere in the weld area. ARC stud welding is generally used for studs over 5 mm in diameter and when heavier base metals are involved. |
|
How can Stud Welding Reduce Cost?Stud welding can reduce costs by saving labor and material where end joined components are required by speeding up design time and application rates, and preventing many common secondary operations. Bosses and spotfacing, counterboring, undercutting and manual fillet welding, soldering, drilling and tapping, riveting, inserts and special retainers are often totally eliminated. Yet in most cases the welded joint is stronger than many of these traditional joining methods.
|
|
| A single operator, working with a single system, from just one side of the workpiece can attach many parts each minute. | |
| Other advantages with CD stud welding include attachment to very thin metals, no reverse side marking such as in pre- laminated, painted, or plated parts, and no excessive part heating or warpage. ARC stud welding provides high fastener strength requiring less materials for component system integrity, and is usually not affected by minor contamination situations presented in normal construction procedures. | |